旋盤加工
加工内容
旋盤加工は切削加工方法の1つで、工作機械を使って製品を削り出す加工です。ワーク(加工対象物)を高速回転させながら、固定した切削工具に当てて削り、穴あけ・ねじ切り・中ぐりなどの加工をします。主に円筒形の部品を削り出すための加工方法です。マシニング(フライス)加工と同様に、1つずつ高精度の加工が可能で、寸法精度はマシニング加工と同程度(実際の精度は加工機械に依存)です。さらに、金型などの大掛かりな準備の必要がないため、高額な初期費用がかからず比較的短期で加工が完了します。そのため、試作開発品や治具の製作に適しています。
-300x225.jpg)
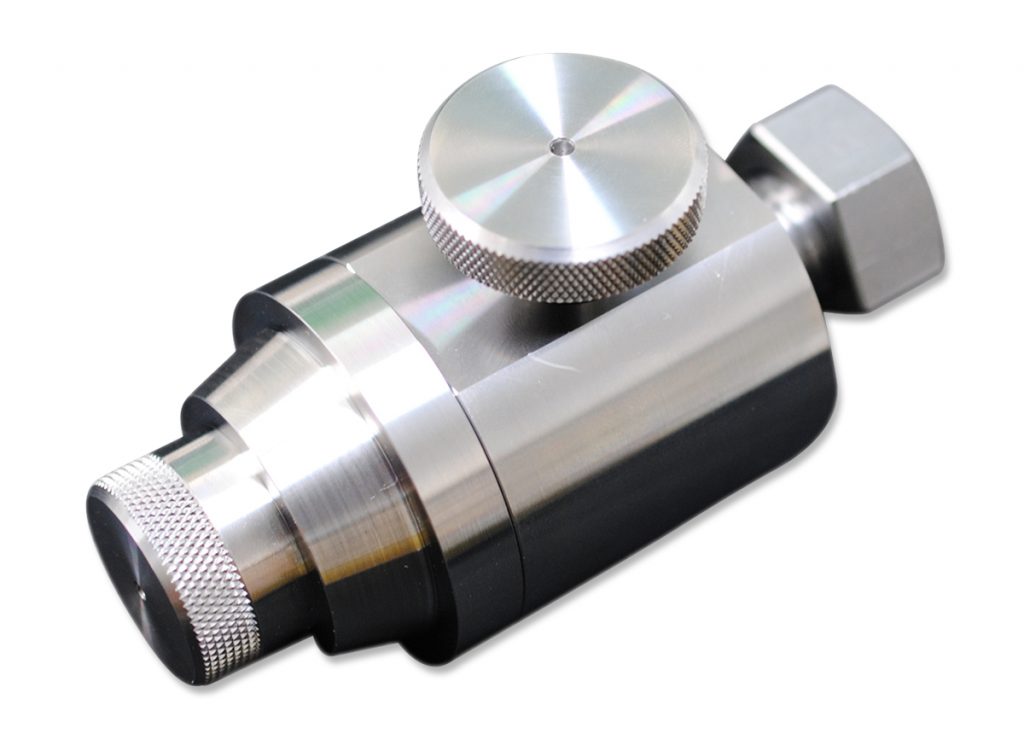
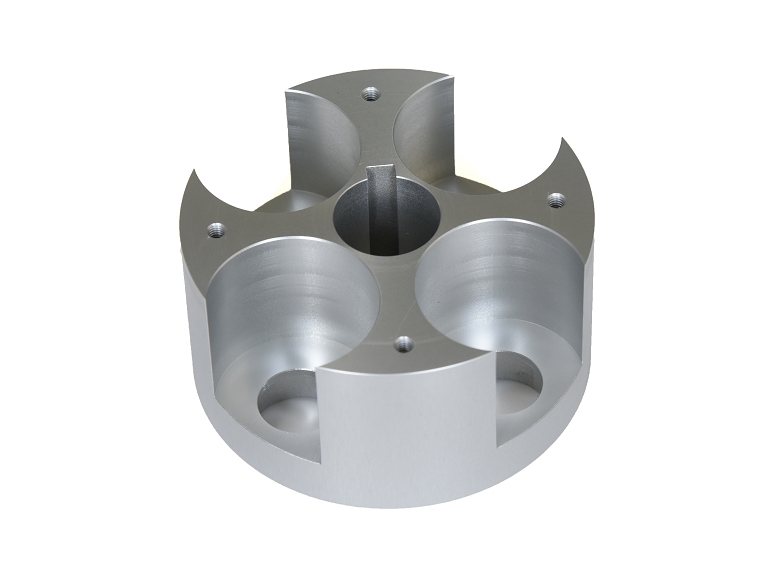
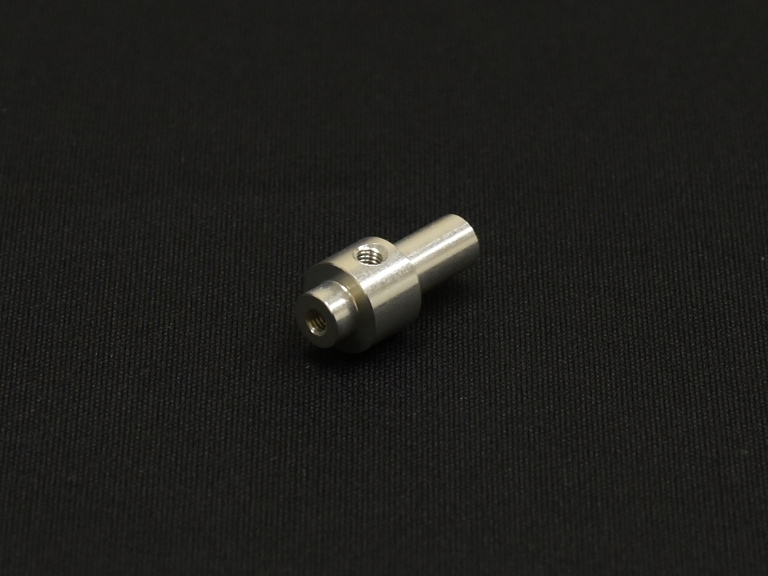
寸法:Φ25×38

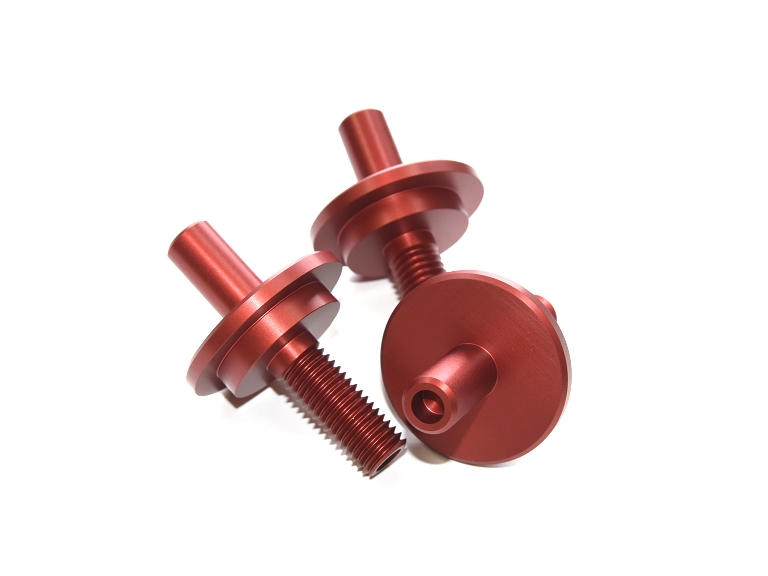
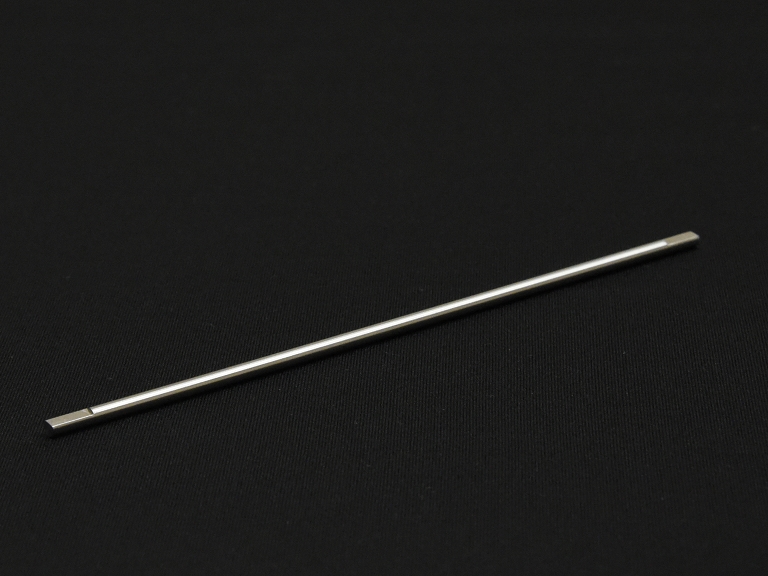
寸法:φ4.85×26.8

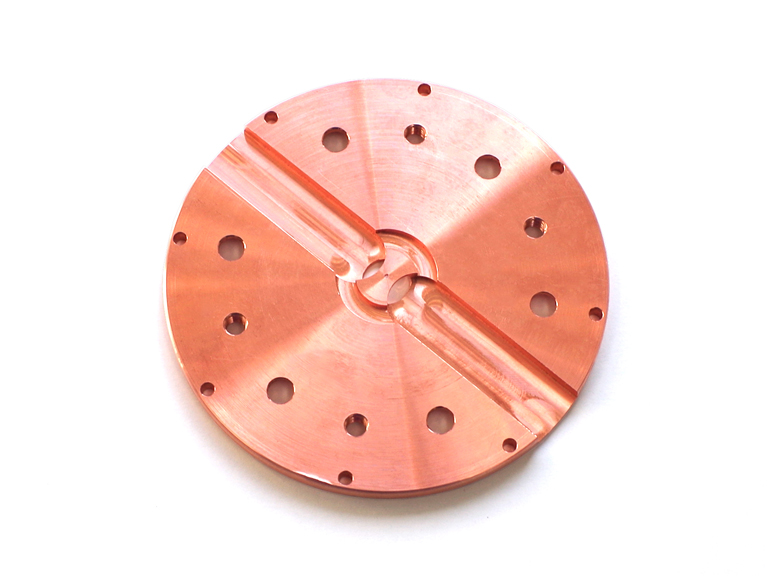
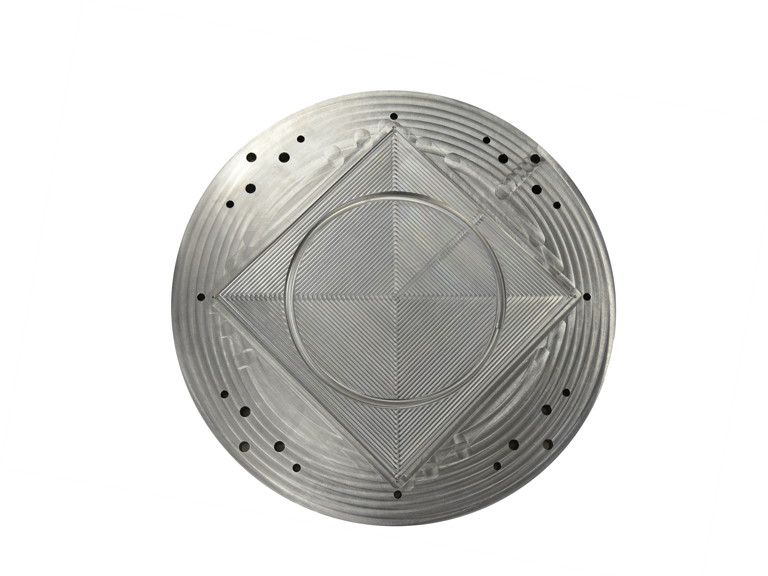
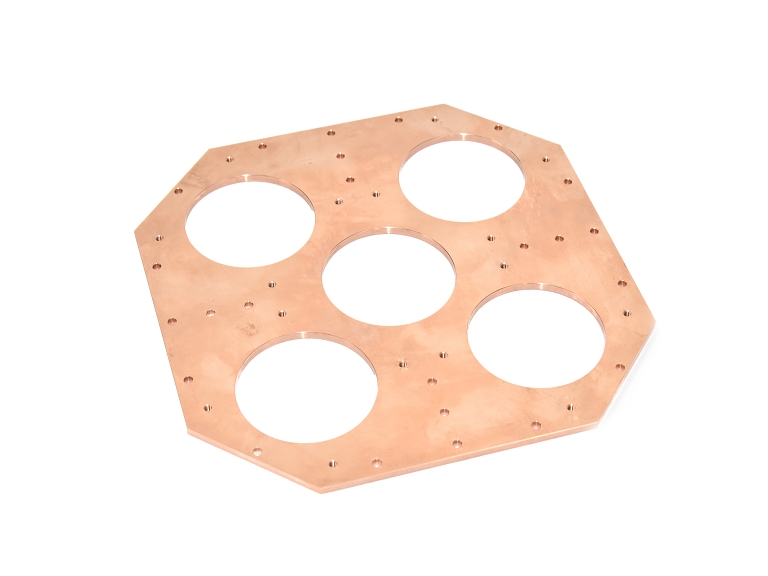
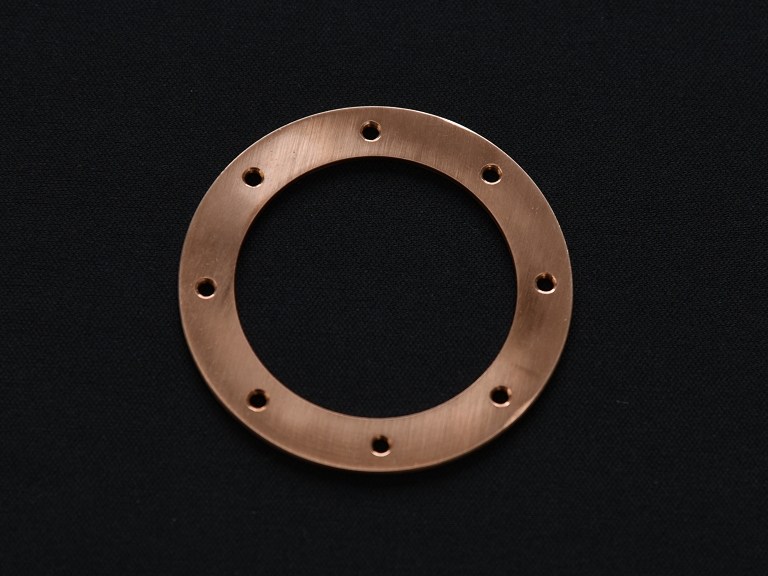
寸法:φ190×150
旋盤加工の種類
外径加工
ワークの外側から切削工具を当てて外径(円筒の側面)を削ります。図面形状への削り出し、ワーク表面を綺麗にするための仕上げ加工に用いられます。外径削り用のチップには刃先の角度が80°・55°・35°などの種類があります。図面の形状に合わせて刃先の角度を変えることで、精度の高い加工が可能になります。外径加工は以下の7種類の加工に分類されます。
- 外丸削り
- 段削り
- テーパ削り
- 曲面削り
- 溝入れ
- 突切り
- ローレット切り
外丸削りは刃物を回転軸と平行に動かすことで外周を削り、外径を円柱状に仕上げる加工です。加工物の大きさに直接影響するため、精度が求められます。段削りは刃物を回転軸に平行・垂直に動かすことで外周を削り、段差をつける加工です。テーパ削りは外周を斜めに削り円錐形状に仕上げる加工です。曲面削りはワークの外周を曲面状に削り、曲面・球面状に仕上げる加工です。輪郭削りとも言います。溝入れはワークの外側・内側・正面に溝を入れる加工です。刃先の接触面積が大きくビビりが発生しやすいので、外径や内径の加工と比べ低速で加工する必要があります。
ローレット加工は表面に凹凸をつける加工です。主に部品の表面に滑り止めを付けるために用いられます。加工に使う工具には、転造式と切削式の2種類あります。転造式は工具を押し付け、ワークの形状を変える加工方法です。押し付けて加工するので機械に負荷が大きくかかり、精度はあまり良くありません。材質によってはこの加工ができません。切削式は削り取って加工します。工具の摩耗が速いですが、転造と比べ負荷がとても少なく、加工精度が高いです。
端面加工
ワークの材料の端面に切削工具を押し当て、平らに整えたり面取りするための加工方法です。主に以下の3種類の加工に分類されます。
- 端面削り
- 正面削り
- 面取り
端面削りは刃物を回転軸に垂直におき、外周部から回転軸に向かい削り、端面を平面に仕上げる加工です。正面削りは刃物を回転軸と平行におき、外周部から回転軸に向かって削り、端面を加工します。
内径加工
ドリルを使って穴をあけ、内径バイトを使って穴を広げていくようにワークの内側を削る加工方法です。他の部品が通る穴や空気や液体が通る穴を削り出したり、内側の表面を整えるために行います。
穴径より細い刃物を突き出す形で使用するため、刃物が加工中に折れないように突き出し量に注意する必要があります。穴の径と内径バイトの径が同じだと切り粉が中に詰まり、焼け付いたり刃物が折れる原因になります。外径削り用同様に刃先の角度には種類があり、形状によって使い分けます。
- 穴あけ
- 中ぐり
穴あけはドリルを使い、ワークの中心に穴を開ける加工です。ドリルで開けた穴は面粗度が良くありません。面粗度を良くしたり、より大きい穴を作るために、穴を広げるように加工することを中ぐりと言います。中ぐりではドリルでは開けることができない大きな穴を、高い精度で開けることができます。
旋盤はワークが回転しているため、マシニングのように材料の中心以外の場所に穴をあけることができません。また、穴あけは他の加工よりもワークと切削工具の抵抗が大きいため、最も負荷が大きくかかる加工です。径が大きくなるほど負荷は大きくなり、抵抗による熱でワークが変形・膨張することがあります。そのため、厳しい公差のある箇所は、穴あけ加工の後に仕上げ加工を行います。
ねじ切り加工
ワークにねじ山を作る加工です。おねじとめねじのどちらも旋盤で加工できます。経の小さいねじは、ダイスやタップで加工します。
- おねじ切り
- めねじ切り
偏芯加工
切削工具の軌道をワークの中心からわずかにずらし、ワークの一部の軸を中心から偏らせた形状に削り出す加工です。難易度の高い加工であるため、加工費の大幅な増加に繋がることがあります。この加工技術は特に航空宇宙産業や医療機器産業で使用される高精度のコンポーネントを製造する際に用いられます。

ローレット
表面に凹凸をつける加工です。主に部品の表面に滑り止めを付けるために用いられます。
ローレットには転造式と切削式の2種類の工具があります。転造式は工具を押し付け、ワークの形状を変える加工方法です。押し付けて加工するので機械に負荷が大きくかかり、精度はあまり良くありません。切削式は削り取って加工します。工具の摩耗が速いですが、転造と比べ負荷がとても少なく、加工精度が高いです。
加工機械
加工にはNC旋盤や複合旋盤加工機を使います。汎用旋盤にNC装置・操作盤・サーボモーターが追加されています。0.001mm単位の精度の位置決め、プログラムによる自動加工が可能です。フライス加工も必要な形状は、複合旋盤で加工します。
一般的な旋盤には主軸・刃物台、心押台の機構が取り付けられています。これは長いワークの芯(外径が仕上がっていない)が出ていない場合に旋削対象を抑えることで、旋削対象の振れの防止に役立ちます。センタ穴(中心穴)を空ける際にも用いられます。
一般的な旋盤は横型ですが、縦型旋盤も存在します。縦型旋盤は水平で大きなテーブル上面に旋削対象を固定し回転運動を与えることで、横型旋盤には取り付けられないほど大きい工作物や重量物を旋削する際に利用されます。
加工方法例
外径加工

端面加工

テーパ削り

内径加工

リーマ仕上げ
旋盤加工に用いる設備例
その他 設備案内


対応する素材
その他 素材
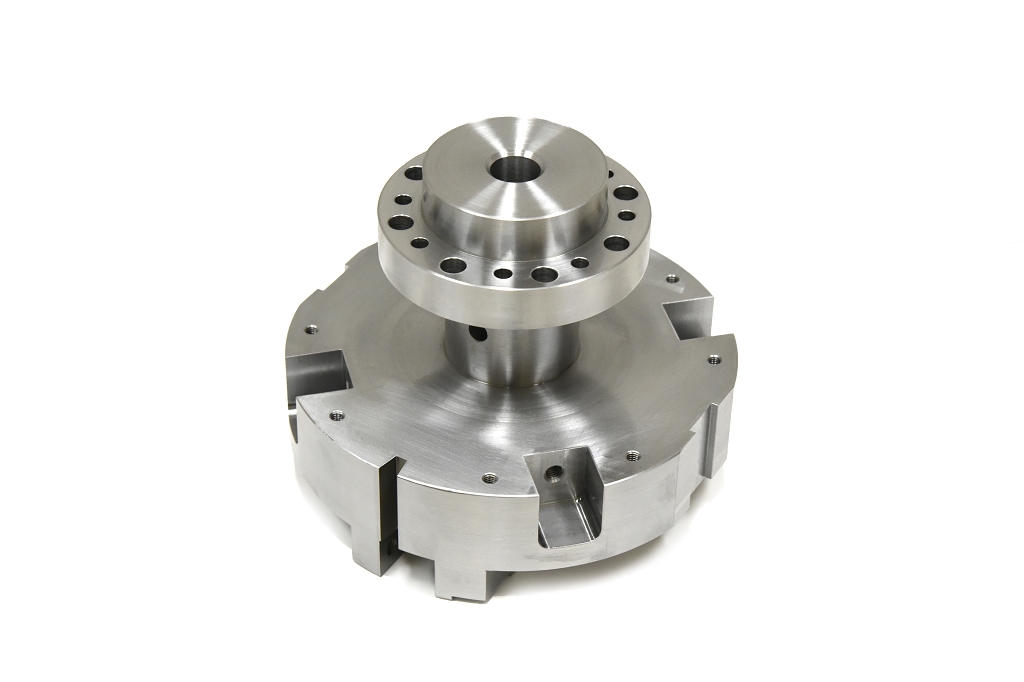


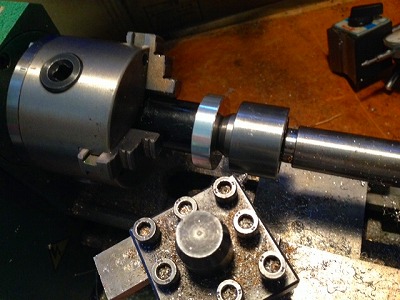
納品実績
-

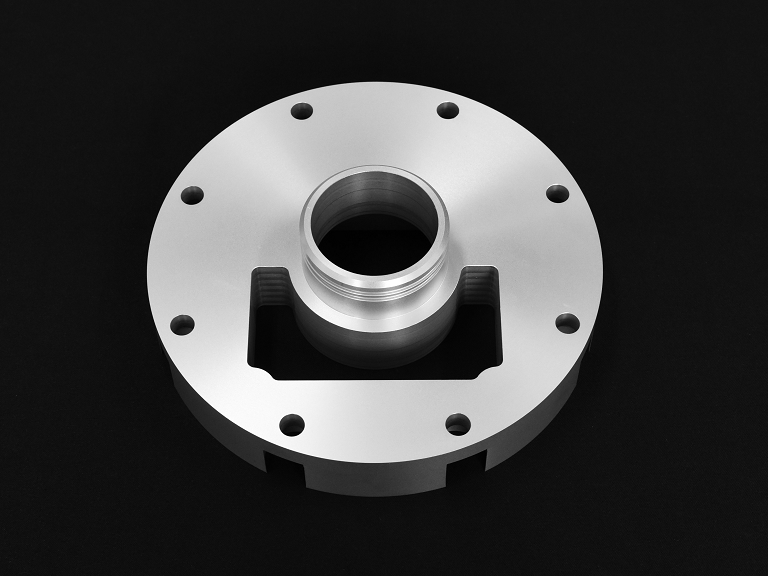
上部フランジ
-
下部フランジ
-

ピストンバルブ
-
.jpg)
モーターコレット
-

フランジ
-

フランジ
-
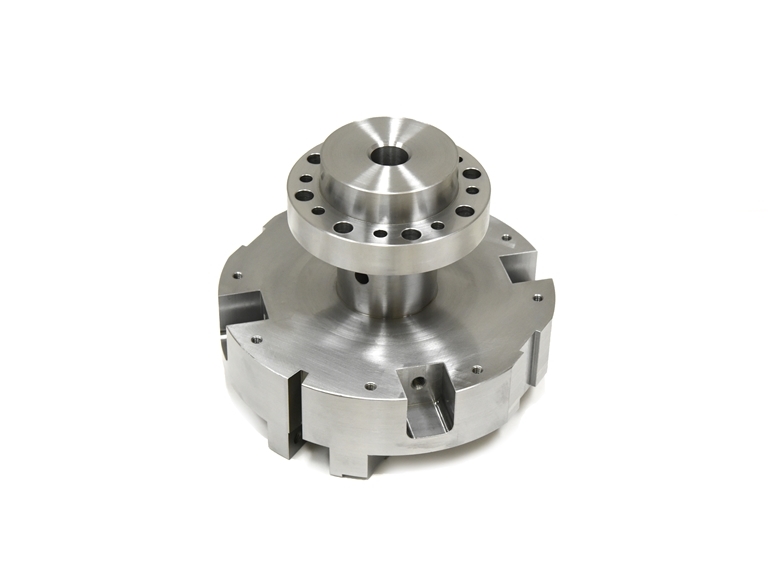
ボーリングヘッド
-
アダプタ
-
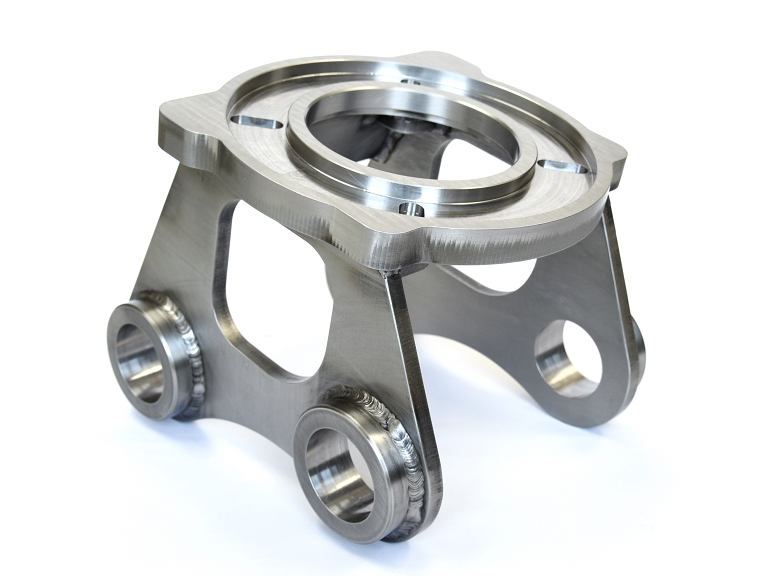
フレーム
-
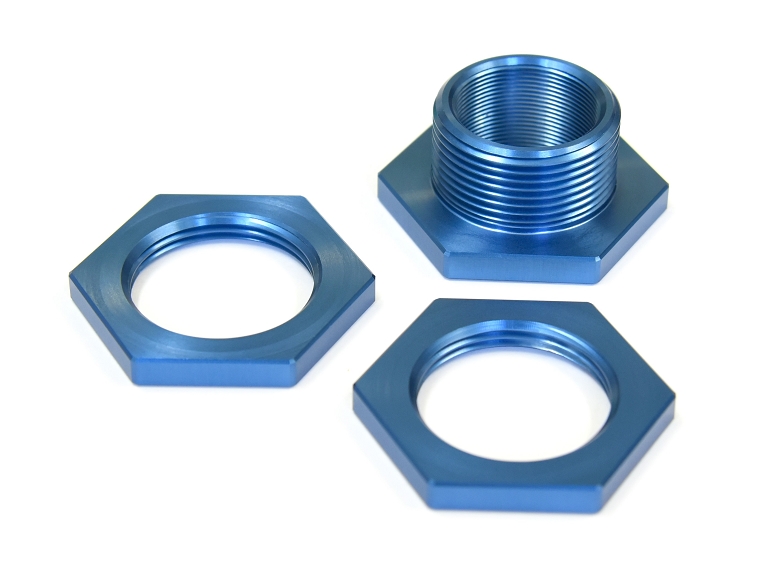
ボルト
-

リフター
-

ボディ
-

スクリューピン
-
シャフト
-

フランジ
-
プレート
-

バルブ
-

治具
-

シャフト
-

スリーブ
-

キャップ
-

ラッチピン
-

ローラー
-

スペーサー
-
コア
-

治具
-

ホルダーカバー
-

カバー
-

ピン
-
カバー
-
シールド
-

長穴
-
シャフト
-
シャフト
-

軸
-

治具用ピン
-
軸受フタ
-

ボディ
-
回転軸
-

歯車
-

Mo製1mm径ノズル
-

段付きシャフト
-

ロングフランジ
-

リング
-

溝有りフランジ
-

側面穴あきパイプ



お見積り・お問い合わせ
無料お見積り2時間以内に返答対応
お問い合わせはこちら