アルミ加工の基礎知識【アルミ切削加工メーカー】
アルミニウム合金は比強度に優れた金属です。番手ごとに多様な特徴があり、ジュラルミンと呼ばれる強度を高めた種類もあります。それぞれの番手の特徴をおさえることが最適な材料選択に繋がります。この記事ではアルミニウム合金の特徴と種類を解説します。
金属加工のワンポイント講座
onepoint
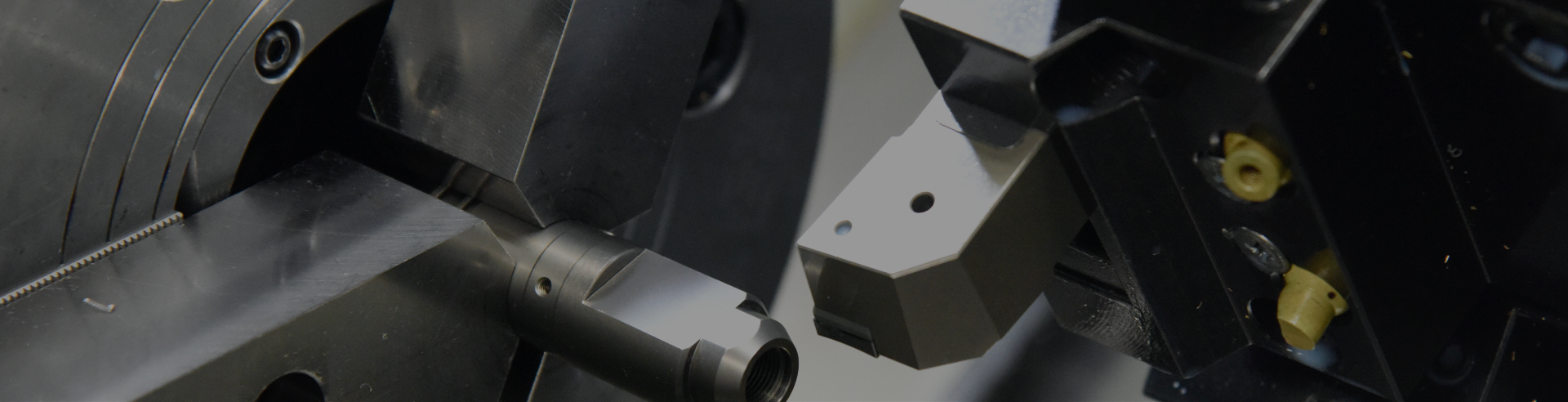
穴あけ加工は、切削工具を使ってワークに円筒穴をあける金属加工方法の一つです。ボール盤・旋盤・マシニングセンタなど多くの工作機械で加工が可能です。切削工具にはドリルやタップ、リーマを使ってねじ穴や軸受用穴をあけます。加工にはドリルを使うことが多く、「ドリリング」とも呼ばれます。 加工の半数以上を占める加工内容で、製作する部品の大半に、ねじ穴・位置決め穴・軸受穴などの穴が1つ以上あります。

穴は当社のような部品加工会社にとって、非常に気を使う加工の1つです。内径や位置公差(嵌め合い公差や幾何公差)が厳しかったり、穴の内面を綺麗に仕上げる必要があったりするためです。見た目はただの穴ですが、実は難しく加工コストがかかる内容であることもあります。設計や打ち合わせの段階で認識のすり合わせを行うことで、思わぬコストを削減することができます。
穴あけ加工の切削条件はフライス加工と旋盤加工と同様です。
Vc = D × π × n / 1000 (m/min)
Dはドリル径(mm)、nは主軸回転速度(min^-1)
Vf = fr × n(mm/min)
frは1回転当たりの送り量(mm/rev)、nは主軸回転速度(min^-1)
切削速度と1回転当たりの送り量により、切削工具の寿命と切り粉の出方が変わります。
Point
穴あけ加工は切削工具を使ってワークにねじ穴・位置決め穴・軸受穴などの機能を追加する加工です。見た目以上にコストがかかる可能性もあるので、加工の相談時には穴あけに想定以上のコストがかかっていないか確認することでトラブルを回避することができます。
金属の穴あけ加工はMETAL SPEEDにお任せください
当社は1個からの部品加工・試作を行う金属切削メーカーです。既製品への穴あけ加工などの追加工も承っております。見積もりは2時間以内に回答。製図から部品加工、表面処理まで一括してお任せ頂けます。
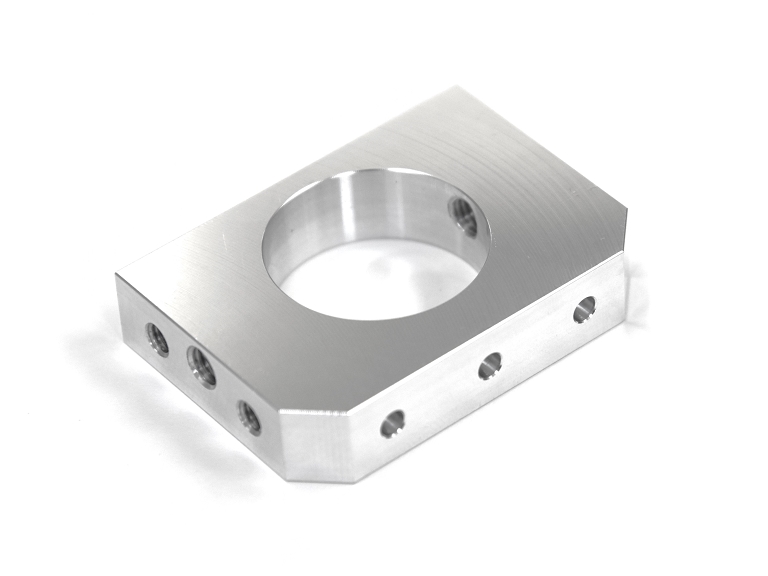
穴あけ加工には穴の目的によってさまざまな種類があります。
基本的な真っ直ぐな穴をあける加工です。ワークを貫通する通し穴、貫通していない止まり穴の2種類の穴があります。穴あけ加工は基本的に、まずセンター穴をあけ、ドリルで下穴をあけます。これは座ぐり加工やリーマ加工などの加工についても共通しています。大きな穴をあける場合は下穴を中ぐり加工やエンドミルによる加工することで大きく拡張します。
ねじ穴に段付き穴をつくり、ねじの頭が飛び出さないようにするための穴加工です。鋳物のような表面の粗い加工品や傾斜面の穴に対して、ねじの締め付け力が均一になるように平坦にする目的でも行います。
あけた穴の内径の精度を高めるための加工です。内径のドリル跡をなめらかに仕上げ、寸法精度を上げます。
下穴にめねじをつくる加工です。ねじ切り加工とも呼ばれます。
Point
穴あけ加工はセンター穴をあけ、ドリルで下穴をあける共通の作業から開始します。その後、目的に応じた穴の形状を削り出します。
高速度工具鋼を用いたドリルです。靭性に優れていてコストパフォーマンスが高い反面、高精度の加工には向いていません。

超硬合金を用いたドリルです。ハイスドリルより硬く耐摩耗性と耐熱性に優れ、高精度の加工ができます。折れ欠けしやすいので取り扱い中の注意が必要です。

単一の材料で構成された一般的なドリルです。ボディ・シャンクが一体構造になっています。
先端がフラットになっています。傾斜面や曲面の穴加工の際に用いられます。曲面での穴加工でも先端角がないことでドリルの逃げが起こらない特徴があります。薄板加工で穴の貫通した際に出るバリが抑制されます。先端がフラットのために軸方向にかかる負荷が大きく、工具寿命は長くはありません。

シャンク径とドリル径が異なるドリル 刃径にシャンク径が大きくドリル自体の剛性があり、高能率・高精度を必要とする穴加工にも用いられます。

複数の径の異なる段が2つ以上ついているドリルです。座ぐり穴など複数の径の異なる穴加工で用いることができます。通常2本使う所を1本に集約できるため生産性が向上します。

加工物のセンター穴を決めることに使われるドリルです。全長が短く剛性が高い特徴を持ちます。 穴の加工精度を高めるために位置決め用の穴をあけることにも用いられます。

ドリルの先端を交換できる利便性の高いドリルです。主に先端部分のヘッド交換式と複数のチップを交換するチップ交換式があります。刃先の切れが悪くなったらヘッド・チップを交換するだけで繰り返し使用できます。

加工面の寸法精度を高める工具です。穴加工面の真円度・円筒度・表面粗さを整える役割があります。
手仕上げ用として用いられます。

テーパーピンを差し込む穴の仕上げ加工用として用いられます。

約45°の食いつき角をもった機械加工用のリーマです。刃長の短いものをチャッキングリーマ、長いものをマシンリーマと呼びます。

刃がねじれている部分が特徴の貫通穴用のリーマです。ねじれのおかげで切粉が溜まりにくく、傷が付きにくい。切削抵抗が小さいため、負荷が少なくビビりも少ない工具です。

めねじの山を刻む工具です。
手作業で使用するタップ。切り粉を刃で抱え込むため通し穴止まり穴両方で使用できます。

切り粉を下に落とす構造のタップ。通し穴に使用します。

切り粉を上に上げる構造のタップ。止まり穴に使用します。

削らず強い力を加えることで変形させて成型するタップ。切り粉は出ませんが高い下穴の精度が要求されます。
タップ.jpg)
ドリルの先端がワークに進入する際に振れて穴が真っ直ぐあかないことがあります。その場合、センタードリルやリーディングドリルでガイド加工を行う必要があります。
ドリルはドリルの長さ分だけ穴を深くあけられるわけではなく、ドリルの溝よりも浅い穴しかあけられません。ドリルについている溝には切粉を逃がす役割があるため、溝が塞がるまで使ってしまうと切粉が詰まり折損につながります。そのため、穴の深さに応じた溝長の刃物が必要となります。また、穴が深くなってくると切削油がドリルの先端まで届かない場合があります。給油箇所と切削箇所の距離が離れるためです。その場合、ドリルの先端に給油用の穴があるオイルホール付きのドリルを使用する必要があります。
一部の難削材では、加工中に表面の硬度が高くなる加工硬化が起こり、タップの折損につながります。下穴の加工中の加工硬化の影響も考慮したドリルを選定する必要があります。
金属加工のご相談はMETAL SPEEDにお任せください
当社は1個からの部品加工・試作を行う金属加工会社です。図面のない段階からも材質・加工方法選定など、製品化に向けてサポートさせて頂きます。製図から部品加工、表面処理まで一括してお任せ頂けます。
このサイトはアルミ加工やステンレス加工を中心に、金属加工に関する情報をまとめています。金属切削加工の材質選定や加工方法などのご相談も承っています。お気軽にお問い合わせください。
| タグ |
|---|
アルミニウム合金は比強度に優れた金属です。番手ごとに多様な特徴があり、ジュラルミンと呼ばれる強度を高めた種類もあります。それぞれの番手の特徴をおさえることが最適な材料選択に繋がります。この記事ではアルミニウム合金の特徴と種類を解説します。

チタンは比重が鉄とアルミの中間に位置する比較的軽い金属です。比強度が高い金属で、特にチタン合金は実用金属の中でも上位の比強度です。生体親和性が高いという他の金属には中々無い特徴を持っています。この記事ではチタンの特徴を解説します。

ステンレス・SUSの代表的な特徴は、耐食性が高く錆びにくいところにあります。構造物や建造物の基礎や骨格を支える鉄筋・形銅から、錆びやすい環境での部品まで、使用用途は多岐に渡ります。この記事ではステンレス鋼の特徴を解説します。
無料お見積り2時間以内に返答対応
お問い合わせはこちら