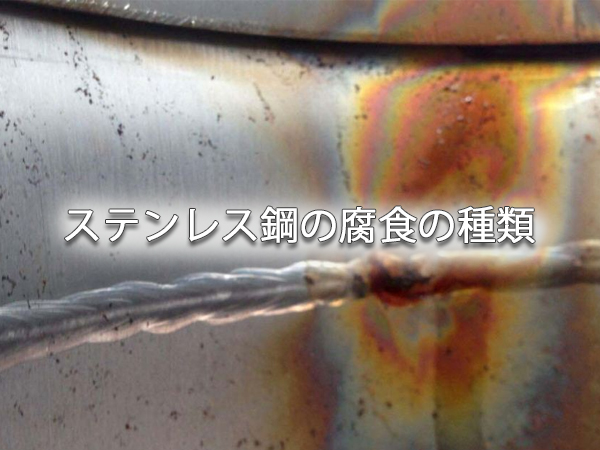
ステンレス鋼の腐食の種類|ステンレスが腐食する原因
腐食に強いステンレス鋼も、環境によっては腐食が起こる可能性があります。ステンレス鋼の腐食は主に不動態皮膜の損失が原因です。腐食にも様々な種類があり、その発生要因も異なります。この記事ではステンレス鋼の腐食の種類を解説します。
金属加工のワンポイント講座
onepoint
ステンレス加工は主に強度や耐食性が求められる部品の加工に採用されます。ステンレス鋼は耐食性が高く錆びにくい、金属加工の代表的な素材です。SUS(サス)とも呼ばれ、100以上の種類があります。機械部品や構造物・建造物の基礎まで、広い場面で使用されています。ステンレス鋼の種類は多岐にわたり、加工内容や用途・目的によって最適なものを選ぶことができます。
ステンレス鋼はクロムを加えた合金鋼で、クロム含有量が10.5%以上、炭素含有量が1.2%以下の金属です。クロムの働きにより、表面に不動態皮膜が形成され、本体を保護しています。そのためステンレス製の製品は寿命が長く、修復・交換の頻度を少なくすることができます。
「錆びない金属」と誤解されることがありますが、絶対に錆びないわけではありません。特定の条件下では腐食が進みます。室内の通常条件下での使用であれば、ほとんど問題ありませんが、室外で湿気や塩気のあるような場所ではゆっくりと腐食が進みます。
ステンレス鋼は500℃まで引張強度に大きな変化がありません。500℃を超えると強度が落ち始め、特にマルテンサイト系とフェライト系のステンレス鋼は急激に強度が下がります。
ステンレス鋼は鉄より強度が高く、強度が求められる場面でも使用されます。建築・土木分野では構造物や建造物の基礎や骨格にも使われます。
ステンレス鋼は熱伝導性が低く、熱が伝わりにくい性質があります。
ステンレス鋼は難削材と呼ばれる、切削加工の難易度の高い素材です。熱伝導性が低く、加工時に発生する熱が工具に集中します。そのため工具の寿命が急激に短くなります。特にオーステナイト系ステンレス鋼は加工中に極端に硬さが増す加工硬化と呼ばれる現象により、トラブルの原因になることもあります。
また、工具との親和性も高いため、切り粉が刃物に溶着しやすくチッピングが発生します。それにより加工精度を出すのが他の金属に比較して難しくなります。
ステンレス鋼は、含有物の量と熱処理による温度によって結晶構造が変化します。結晶構造の違いはそのまま性質に影響しています。
マルテンサイト系ステンレス鋼は、クロム量が13%程度とステンレス鋼の中では比較的少なく、炭素量が多いグループです。炭素量が多い分、他の種類より耐食性は劣りますが、硬度と耐摩耗性が優れています。
焼入れにより硬化するため、熱処理条件を選ぶことで幅広い性質を持たせることができます。焼戻しにより靭性を付与することができ、軸受やベアリングの素材としても使用されます。
SUS403,SUS410,SUS440
フェライト系ステンレス鋼は、マルテンサイト系ステンレス鋼よりも成形加工性と耐食性、溶接性に優れたグループです。フェライト組織が安定しているため、焼入れなどの熱処理で硬化しません。
極低炭素・窒素のSUS444などの高純度フェライト系ステンレス鋼は、さらに耐食性が強化された種類で、塩化物環境下での応力腐食割れに強い素材です。
400℃以上の高温に長時間さらされると、鉄が多い組織とクロムが多い組織への分離が起こり、脆くなります。
SUS430,SUS444
オーステナイト系ステンレス鋼は、延性と靭性に優れたプレス成形や冷間加工に適したグループです。溶接性も良いため、溶接組立て構造にも使用されます。熱処理によって非常に高い硬度になります。自動車部品、原子力発電、理化学装置などに使用されています。
SUS304,SUS316
オーステナイト系とフェライト系の中間的な特性を持つグループです。オーステナイトとフェライトそれぞれの金属組織を持ち、長所をかけ合わせた物理的性質を持っています。強度と耐食性に優れ、応力腐食割れに強い特徴があります。海水用復水器や熱交換器、化学プラント用装置に使用されています。
SUS329J1, SUS329J3L, SUS329J4L
析出硬化を起こし、強度を高めたステンレス鋼です。特にマルテンサイト系の強度が高くなります。高い強度と耐食性が求められるエンジン部品、航空機・ロケットの構造材などに使用されています。原材料が高く、製造が難しいことから、ステンレス鋼の中でも高価です。
SUS630,SUS631,SUS660



マシニングセンタやNC旋盤などの工作機械を用いて、削ったり穴を開ける加工方法です。ステンレス鋼はアルミ合金などの金属と比較すると、切削加工が難しい難削材に分類されます。
加工時間は長くなる傾向にありますが、切削加工による部品製作も一般的な素材です。
必要な大きさ・形状にカットするための加工です。
ステンレス鋼を角度をつけて曲げる加工です。曲げた後に変形が少し戻る現象が起こるため、それを見込んだ処理をする必要があります。
オーステナイト系、フェライト系、マルテンサイト系のどの種類に属するかで溶接特性が異なります。素材同士をつなぎ合わせて一体の部品にします。
ステンレス鋼はクロムの働きにより、表面に不動態皮膜が形成されています。この皮膜に傷がついても、瞬時に空気中の酸素と結びついて皮膜ができます。この皮膜が本体の腐食と強度の低下から守り、長く使い続けることができます。
ステンレス鋼は500℃まで高い引張強度を維持します。そのため高温環境での使用でも強度の心配が必要ありません。
熱伝導率が低く熱を伝えにくい性質を持つため、保温性の必要な箇所にも適しています。
引張強度や耐熱性に優れるステンレス鋼は、建築物の基礎にも使われます。炭素を加えていることにより剛性に優れ、曲げやねじりの力に対して変形を起こしにくい特徴があります。機械部品には特に強度が必要な箇所で選ばれます。
ステンレス鋼の加工の中でも切削加工は特に難しい加工です。その理由の1つに熱伝導性の低さがあります。金属を切削加工すると、摩擦により800~1200℃程度の熱が発生します。通常その熱は切粉に分散し、切削油とともに離れていきます。しかし、ステンレス鋼は熱が切粉に伝わりにくく、低温の切粉が加工品に溶着し、加工の難易度を上げる一因となっています。行き場のない熱は切削工具に留まり、過剰な熱により工具刃先の欠けや焼け付きなどの欠損に繋がることがあります。
もう1つ加工が難しい理由に、硬さがあります。ステンレス鋼には加工硬化と呼ばれる、負荷を与えることでより硬くなる性質があります。元々硬い金属がさらに硬くなってしまうので、適切なクーラントを選んで温度が高くなりすぎないように調整する必要があります。
ステンレス鋼は溶接加工ができる種類もあります。その加工には細心の注意が必要で、溶接後にスケールと呼ばれる「溶接焼け」が起こることがあります。この部分は単に外観の悪化となっているだけではありません。ステンレス鋼の成分変化を起こし、腐食から守る不動態皮膜を破壊しています。
溶接焼け部分では、クロムの拡散現象が起こり、クロムの含有量が低下しています。これにより、ステンレス鋼の耐食性を維持できるクロム含有量を下回り、耐食性に大きな悪影響を与えます。
放置すればここから腐食が進んでしまうため、除去する必要があります。しかし、スケールは非常に硬く除去作業は容易ではありません。除去後には再び破壊された不動態皮膜を形成する処理も必要です。孔食や全面腐食となる原因になりかねない部分なので、加工者には十分な知識と技術が求められます。





表面仕上げにより光沢の度合いなど、見た目や表面の手触りを変えることができます。
| 名称 | 見た目 | 仕上げの方法 | 用途 |
|---|---|---|---|
| No.1 | 銀白色で光沢がない | 熱間圧延後、酸洗で仕上げたもの | 表面の光沢が必要とならない部品等に使用されます |
| 2B材 | 少しだけ光沢があります | 冷間圧延(製造上の2番目の工程でできます) | 一般的工材(市販品の多くは2B材です) |
| 2D材 | 灰色で艶消しのような仕上げ | 冷間圧延後、焼鈍→酸洗で仕上げたもの | 建材などの一般的工材 |
| No.3 | 光沢あり。粗い目の仕上げ | 100~120番のベルトで研磨処理したもの | キッチン等の厨房用の材料 |
| No.4 | 光沢あり。こまかい目の仕上げ | 150~180番のベルトで研磨処理したもの | 医療機器・車両・厨房用の材料 |
| #240 | 細かい目の研磨仕上げ | 240番程度のベルトで研磨処理したもの | 医療機器・車両・厨房用の材料 |
| #320 | #240よりさらに細い目の研磨仕上げ | 320番程度のベルトで研磨処理したもの | 医療機器・車両・厨房用の材料 |
| #400 | 鏡面に近い光沢 | 400番のバフ研磨で仕上げたもの | 表面の光沢が求められる部品。装飾用など |
Point
ステンレス鋼は錆びにくく、強度の高い金属です。種類も多岐にわたり、結晶構造により性質が変わります。表面処理により見た目の調整をすることもできます。強度が高い反面、加工難易度も高く、複雑な形状の場合精度や加工費にも注意が必要です。
ステンレス加工・ステンレス切削加工はお任せください。
メタルスピードはステンレス鋼の切削加工を得意とする金属部品のパーツメーカーです。素材の選定・設計段階からのサポートも承っております。ご相談・お見積りなどお気軽にお問い合わせください。
このサイトはアルミ加工やステンレス加工を中心に、金属加工に関する情報をまとめています。金属切削加工の素材選定や加工方法などのご相談も承っています。お気軽にお問い合わせください。
| タグ |
|---|
腐食に強いステンレス鋼も、環境によっては腐食が起こる可能性があります。ステンレス鋼の腐食は主に不動態皮膜の損失が原因です。腐食にも様々な種類があり、その発生要因も異なります。この記事ではステンレス鋼の腐食の種類を解説します。
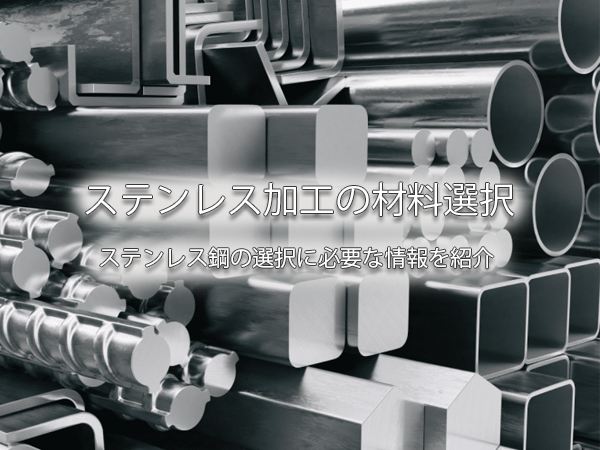
ステンレス鋼には様々な種類があります。用途や形状によって適切な鋼材を選択することでより低コストで長持ちする部品を製作することができます。この記事ではステンレス鋼材の材料選択の参考として、代表的なステンレス鋼の特徴を解説します。
加工硬化とは、金属に力を加えることにより硬さが増す現象です。ステンレス加工のトラブルの要因の1つです。ステンレス鋼の種類によっても加工硬化の有無・程度が変わります。この記事ではステンレスの加工硬化が起こる種類と原因を解説します。
無料お見積り2時間以内に返答対応
お問い合わせはこちら